
同一個反應,為什麼有人用一根長管、有人用一口大鍋?
從反應速率與阿瑞尼斯方程出發,用莫耳平衡推導三種理想反應器的設計方程,並把反應器選型化為一個帶守恆約束的程序優化問題。
同一個反應,為什麼有人用一根長管、有人用一口大鍋?
假設你手上有一個已經在實驗室驗證過的反應:把 $A$ 轉化成你想要的產物 $B$。燒杯實驗很漂亮,轉化率(conversion)九成。現在公司要你把它放大成每天生產十噸的工廠,問題立刻變得棘手——你該選一根填滿觸媒、原料從頭流到尾的細長管子,還是一口裝著攪拌槳、原料邊進邊出的大鍋?同樣的化學反應,這兩種設備所需的體積可能差到兩三倍,產物純度也天差地遠。
決定這個選擇的,不是化學家熟悉的「這個反應會不會發生」,而是化學工程師獨有的問題:這個反應「多快」發生?在不同流動方式下,反應與停留時間如何交織? 回答這些問題的學問,就是反應工程(reaction engineering)。它把反應動力學(reaction kinetics)與物料、能量的守恆結合起來,告訴你「要多大的反應器、在什麼溫度、用什麼流動型態,才能達到目標產量」。本文要帶你從「反應有多快」這個最基本的問題出發,一路走到反應器設計方程,再連到研究所層級的視角。
第一塊基石:反應速率(reaction rate)
反應工程的一切都從一個量開始——反應速率(reaction rate)。對於反應物 $A$,它的消耗速率定義為「單位時間、單位反應體積內,$A$ 莫耳數的減少量」:
$$-r_A = -\frac{1}{V}\frac{dn_A}{dt} \quad \left[\frac{\text{mol}}{\text{m}^3 \cdot \text{s}}\right]$$
負號是慣例,讓「反應物消耗速率」$-r_A$ 是個正數。注意 $-r_A$ 是強度量(intensive property)——它只跟當地的濃度、溫度有關,跟反應器大小無關。這一點至關重要:它意味著我們可以在小燒杯裡量到速率規律,再外推到大反應器。
絕大多數反應的速率可以寫成濃度的冪次形式,稱為速率定律(rate law):
$$-r_A = k\, C_A^{\,a} C_B^{\,b}$$
其中 $a$、$b$ 是反應級數(reaction order),$k$ 是速率常數(rate constant)。要特別澄清一個常見迷思:反應級數不一定等於計量係數!級數是實驗量出來的經驗值,反映真實的反應機構(reaction mechanism),只有基元反應(elementary reaction)才碰巧與計量係數一致。把計量方程的係數直接當成級數,是初學者最常踩的坑。
第二塊基石:溫度的威力——阿瑞尼斯方程(Arrhenius equation)
速率常數 $k$ 並非真的「常數」,它對溫度極度敏感。這個依賴關係由阿瑞尼斯方程(Arrhenius equation)描述:
$$k = A\, e^{-E_a / (RT)}$$
其中 $A$ 是頻率因子(pre-exponential factor),$E_a$ 是活化能(activation energy),$R$ 是氣體常數,$T$ 是絕對溫度。指數項裡的 $-E_a/(RT)$ 是這條方程的靈魂:因為溫度藏在指數中,溫度些微上升就能讓速率成倍跳躍。一條經驗法則是「溫度每升高 10°C,反應速率約增為兩倍」,背後正是這個指數關係。
把方程兩邊取對數,得到一條漂亮的直線:
$$\ln k = \ln A - \frac{E_a}{R}\cdot\frac{1}{T}$$
實驗上量不同溫度下的 $k$,以 $\ln k$ 對 $1/T$ 作圖,斜率就是 $-E_a/R$。這是反應工程裡判定活化能的標準手法,也是把「溫度該設多高」這個操作決策量化的關鍵。對工程師而言,高活化能意味著「升溫的報酬豐厚但風險也高」——升溫加速主反應的同時,也可能喚醒副反應或引發熱失控(thermal runaway)。
第三塊基石:三種理想反應器
有了速率定律,下一步是把它裝進反應器。反應工程用三種理想反應器(ideal reactor)作為分析的骨架,每一種對應一條由莫耳平衡(mole balance)導出的設計方程。莫耳平衡的通式延續守恆律的精神:
$$\text{進入} - \text{離開} + \text{生成} = \text{累積}$$
1. 批次反應器(batch reactor, BR)。 一口密閉鍋,原料一次加足,反應到一定時間再整鍋倒出,沒有進出流。對成分 $A$,累積等於生成:
$$\frac{dn_A}{dt} = r_A V$$
在定容下化為 $\dfrac{dC_A}{dt} = r_A$。實驗室與小量、高價值產品(製藥、特化)常用它。
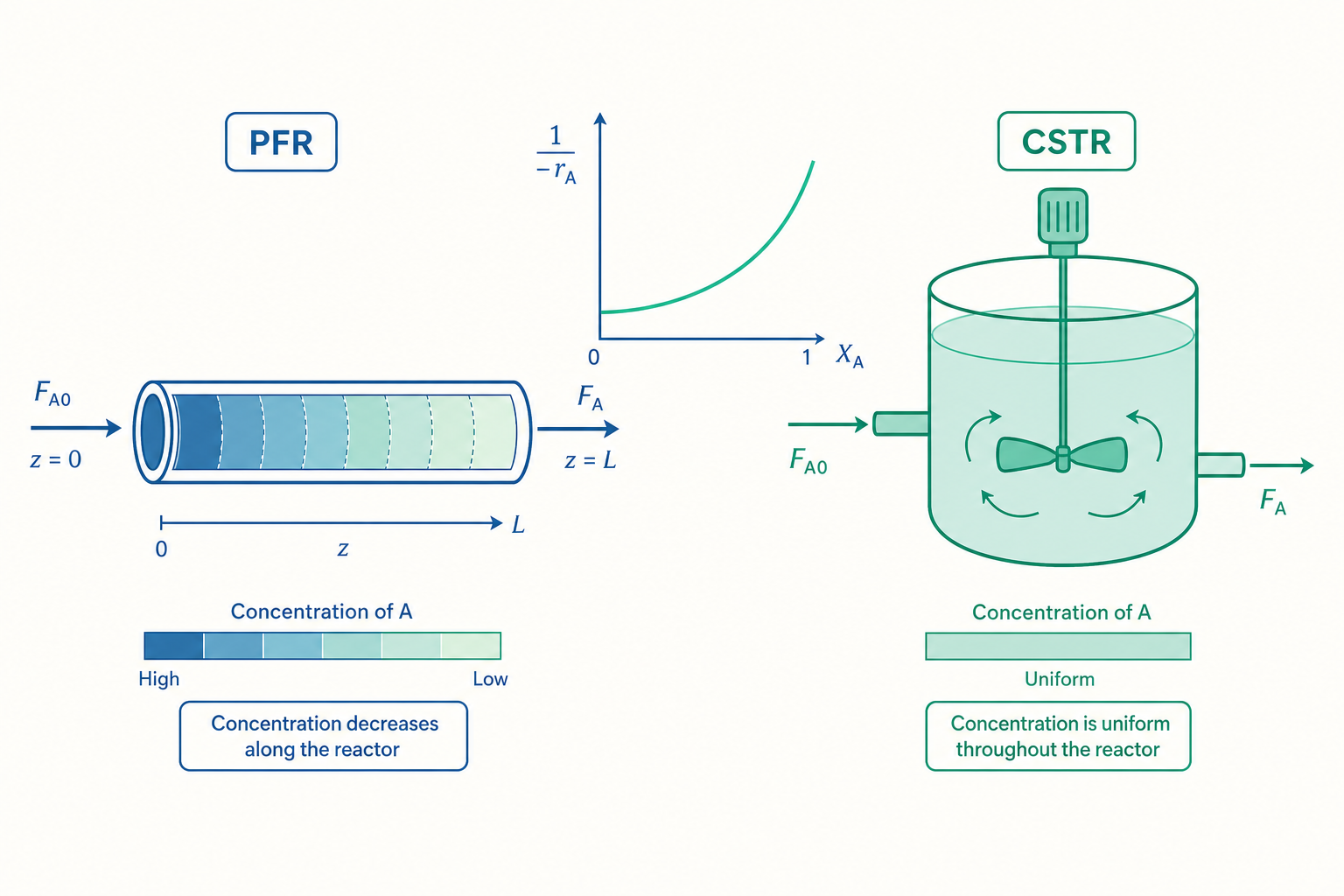
2. 連續攪拌槽反應器(continuous stirred-tank reactor, CSTR)。 一口持續進出料、攪拌極充分的大鍋。「攪拌充分」這個理想假設意味著:槽內各處濃度完全均勻,且出口濃度等於槽內濃度。穩態下累積為零,設計方程是一條代數式:
$$V = \frac{\dot{n}_{A,\text{in}} - \dot{n}_{A,\text{out}}}{-r_A} = \frac{\dot{n}_{A,\text{in}} X_A}{-r_A}$$
注意分母的 $-r_A$ 是用出口(也就是槽內)的低濃度算的。因為出口濃度低、速率慢,CSTR 往往需要較大的體積。
3. 塞流反應器(plug flow reactor, PFR)。 一根細長管子,流體像一塊塊「塞子」依序前進,互不混合(無軸向混合)。濃度沿著管長從入口到出口逐漸下降。對微元體積 $dV$ 寫平衡,得到一條微分方程:
$$\frac{d\dot{n}_A}{dV} = r_A \quad\Longleftrightarrow\quad V = \dot{n}_{A,\text{in}}\int_0^{X_A}\frac{dX_A}{-r_A}$$
PFR 入口處濃度高、速率快,沿途才逐漸變慢。對同樣的正級數反應、同樣的目標轉化率,PFR 需要的體積通常比 CSTR 小——這正是文章開頭「長管 vs 大鍋」抉擇的數學根源。把 PFR 的積分式畫成 $\frac{1}{-r_A}$ 對 $X_A$ 的圖(Levenspiel plot),曲線下的面積就是所需體積,CSTR 則是一個矩形面積,一眼就能比較優劣。
第四塊基石:停留時間(residence time)
連續反應器有一個核心參數——空間時間(space time),定義為反應器體積除以入口體積流率:
$$\tau = \frac{V}{\dot{v}_0}$$
它的物理意義是「一份流體平均待在反應器裡多久」。$\tau$ 越長,反應越充分,轉化率越高。理想 PFR 中每一份流體待的時間都剛好是 $\tau$;但 CSTR 因為充分混合,有些流體「一進就出」、有些「待很久」,停留時間其實是一個分布(residence time distribution, RTD)而非單一值。這個分布上的差異,正是兩種反應器在選擇性(selectivity,主產物與副產物的比例)上表現不同的深層原因——對連續副反應,停留太久的那部分流體會讓寶貴的中間產物繼續分解掉。
反應器的能量面:放熱與冷卻
反應快不快只是故事的一半。多數工業反應會放熱,而溫度又透過阿瑞尼斯方程反過來決定速率,於是「熱」與「反應」形成強烈耦合。對一個帶冷卻的 CSTR,穩態能量平衡可寫成:
$$\dot{Q} = (-r_A)V(\Delta H_{\text{rxn}}) + \dot{n}_{\text{total}}C_p(T - T_{\text{in}})$$
其中 $\dot{Q}$ 是夾套移除(負值)或加入的熱。放熱反應($\Delta H_{\text{rxn}}<0$)若散熱不及,溫度上升會加速反應、放出更多熱、再進一步升溫——這個正回饋一旦失控,就是熱失控(thermal runaway)。反應工程的一大任務,就是設計足夠的冷卻面積、選對操作溫度,讓「放熱速率」永遠追不過「移熱能力」。這也是為什麼許多放熱反應寧可選散熱面積大的多管式 PFR,而非容易蓄熱的大型 CSTR。
看一個例子
來算一個具體的反應器選型。某液相反應 $A \rightarrow B$ 為一級反應(first-order),速率定律 $-r_A = k C_A$,在操作溫度下 $k = 0.5\ \text{min}^{-1}$。進料體積流率 $\dot{v}_0 = 10\ \text{L/min}$,入口濃度 $C_{A0} = 2\ \text{mol/L}$,目標轉化率 $X_A = 0.9$。問 CSTR 與 PFR 各需多大體積?
出口濃度為 $C_A = C_{A0}(1 - X_A) = 2 \times 0.1 = 0.2\ \text{mol/L}$。
CSTR:用出口濃度算速率,$-r_A = k C_A = 0.5 \times 0.2 = 0.1\ \text{mol/(L·min)}$。
$$V_{\text{CSTR}} = \frac{\dot{v}_0 C_{A0} X_A}{-r_A} = \frac{10 \times 2 \times 0.9}{0.1} = 180\ \text{L}$$
PFR:對一級反應積分,
$$V_{\text{PFR}} = \dot{v}_0 \int_0^{X_A}\frac{C_{A0}\,dX_A}{k C_{A0}(1-X_A)} = \frac{\dot{v}_0}{k}\int_0^{0.9}\frac{dX_A}{1-X_A} = \frac{\dot{v}_0}{k}\Bigl[-\ln(1-X_A)\Bigr]_0^{0.9}$$
$$V_{\text{PFR}} = \frac{10}{0.5}\bigl[-\ln(0.1)\bigr] = 20 \times 2.303 \approx 46\ \text{L}$$
結果一目了然:達到同樣 90% 轉化率,CSTR 要 180 L,PFR 只要 46 L,差了將近四倍!原因就在前面說的——CSTR 全程用最低的出口濃度(速率最慢)運作,而 PFR 沿途享受逐漸下降但平均仍較高的濃度。一條設計方程,就把「選哪種反應器更省錢」這個工程決策算了出來。
反應工程與優化學的連結
到這裡你應該已經感覺到,反應器設計從來不是「算出一個體積」就結束。真實的設計是一個多目標權衡(trade-off):體積越大設備越貴,溫度越高速率越快但副產物與熱失控風險也越高,停留時間越長轉化率越高但選擇性可能下降。這天生就是一個程序優化(process optimization)問題:
$$\max_{T,\,\tau,\,\text{type}} \; \big[\,\text{利潤} = p_B \dot{n}_B - c_{\text{操作}}(T) - c_{\text{設備}}(V)\,\big]$$ $$\text{s.t.}\quad \text{莫耳平衡}=0,\;\; \text{能量平衡}=0,\;\; T \le T_{\text{安全上限}}$$
其中決策變數包括操作溫度 $T$、空間時間 $\tau$、甚至反應器型態本身。反應速率定律與阿瑞尼斯方程提供了目標函數內部的物理規律,莫耳平衡與能量平衡則是必須滿足的等式約束。 優化器每嘗試一組操作條件,都得先解一遍反應器的設計方程,確認轉化率與溫度是否自洽。這也是為什麼程序模擬軟體(如 Aspen Plus、gPROMS)裡的反應器模組,本質上就是在反覆求解「速率定律 + 莫耳平衡 + 能量平衡」這組耦合方程——反應工程提供模型,優化學在模型上尋找最佳操作點。
重點回顧
- 速率是核心:反應工程的起點是反應速率 $-r_A$,它是只依賴局部濃度與溫度的強度量,可從小實驗外推到大反應器。
- 級數靠實驗、溫度靠指數:反應級數是經驗值,不等於計量係數;速率常數隨溫度的變化由阿瑞尼斯方程 $k = A e^{-E_a/RT}$ 主宰,溫度藏在指數裡,威力極大。
- 三種理想反應器各有設計方程:BR 是微分時間方程、CSTR 是代數方程(用出口濃度)、PFR 是沿體積積分。對正級數反應,PFR 通常比 CSTR 省體積。
- 停留時間決定成敗:空間時間 $\tau = V/\dot{v}_0$ 控制轉化率;CSTR 與 PFR 的停留時間分布差異,是兩者選擇性不同的根源。
- 熱與反應強耦合:放熱反應的移熱設計是安全關鍵,散熱不及會導致熱失控;反應器設計同時是動力學與能量平衡的問題。
- 設計即優化:反應器選型與操作條件本質是帶守恆約束的多目標優化,反應工程提供模型、優化學尋找最佳解。
深入探討(研究所視角)
研究所層級的反應工程,會從「理想反應器手算」走向「真實反應器的非理想、多相與耦合現象」。幾個值得深入的方向:
1. 非理想流動與停留時間分布(non-ideal flow & RTD)。 真實反應器既非完美塞流、也非完美混合。管壁附近流速慢、中心流速快造成軸向擴散(axial dispersion),攪拌槽有死區(dead zone)與短流(short-circuiting)。研究者用脈衝示蹤實驗量出停留時間分布 $E(t)$,再以軸向擴散模型(dispersion model)或槽列模型(tanks-in-series model)擬合,量化反應器「離理想有多遠」,並據此修正轉化率預測。這把反應器從理想抽象拉回工程現實。
2. 多相與異相觸媒反應(multiphase & heterogeneous catalysis)。 多數工業反應發生在固體觸媒表面(如石化裂解、合成氨),反應速率不再只取決於本徵動力學,還受質傳阻力(mass transfer resistance)限制——反應物得先擴散穿過氣膜、再鑽進觸媒孔洞才能反應。引入效率因子(effectiveness factor) $\eta$ 與 Thiele 模數(Thiele modulus) $\phi$ 來描述「擴散與反應誰是瓶頸」:當 $\phi$ 大、反應快過擴散時,觸媒內部根本「吃不到」反應物,$\eta \ll 1$。如何設計觸媒孔徑與顆粒大小以避免擴散限制,是異相反應工程的核心。
3. 選擇性與反應網絡優化(selectivity in reaction networks)。 真實系統往往有平行反應($A \to B$、$A \to C$)與連續反應($A \to B \to C$)並存,目標常是最大化某個中間產物 $B$。此時「轉化率最大」與「選擇性最大」可能彼此衝突——反應太徹底,寶貴的 $B$ 會繼續變成廢物 $C$。透過調控溫度、濃度、停留時間分布,甚至選用不同反應器組合(CSTR 串 PFR),可以在反應網絡上「導航」到最佳產物分布。這是把優化思維直接寫進反應器設計的典範。
4. 反應器與分離的整合、製程強化(process intensification)。 傳統流程是「先反應、再分離」,但兩者其實可以耦合。反應蒸餾(reactive distillation) 把反應與蒸餾放進同一座塔,邊反應邊把產物移走,藉勒沙特列原理(Le Chatelier's principle)突破化學平衡限制,大幅提高轉化率並省下設備。膜反應器(membrane reactor) 則用選擇性透膜即時移除產物,同樣推動平衡正移。這類「製程強化」把反應工程與分離工程融為一體,是當代化工邁向更小、更省能、更永續設備的前沿。
把這四個方向串起來,你會看到反應工程其實是一條從「課本上的理想反應器」通往「真實工廠核心設備設計」的主幹道。理想反應器方程永遠是分析的起點,但如何在含非理想流動、含質傳限制、含複雜反應網絡、含反應–分離耦合的真實世界中設計與優化反應器,正是化學工程作為一門「把分子尺度的化學,放大成工業尺度生產」的轉化科學最關鍵的環節。