
為什麼有些「設計圖上完美」的工廠,一開機就抖到停不下來?
穩態最佳不等於可操作:從動態守恆律、相對增益矩陣到迴流滾雪球效應,看設計與控制如何在設計圖完成那一刻就綁在一起。
為什麼有些「設計圖上完美」的工廠,一開機就抖到停不下來?
你在入門篇學會了把程序設計寫成一個質能平衡+最適化問題:守恆律給約束,總年成本(Total Annualized Cost, TAC)給目標,旋鈕轉一轉,找到一個最省錢的穩態設計點。聽起來很完整——直到你走進真實控制室,看見一座「帳面最佳」的工廠,因為一個小小的進料擾動,整個迴流系統像滾雪球一樣愈滾愈大,操作員只好把產量砍半才壓得住。
這裡藏著一個入門篇刻意沒講透的真相:穩態最佳,不等於可操作(operable)。 我們前面所有方程式都假設工廠停在一個不動的點上,但工廠從來不是靜止的——進料會波動、觸媒會衰退、外界氣溫會變。一個真正好的設計,不只要在穩態時划算,還要在動態下能被控制、能在擾動後回到正軌、能在故障時安全停俥。本篇就把視角從「穩態的點」拉到「動態的軌跡」,談程序設計裡最反直覺、也最常被新手忽略的一面:設計與控制的交互作用(design–control interaction),以及為什麼把這件事留到工廠蓋好才想,幾乎注定要付出代價。
動態的地基:守恆律加上「時間」
入門篇的質能平衡是穩態的——進出相等,等號右邊是零。但工廠開機、停俥、遭遇擾動時,控制體積內的物質與能量會累積(accumulate)。把累積項加回來,守恆律就從代數方程升級成微分方程。對某個控制體積內物種 $A$ 的莫耳數 $N_A$:
$$ \frac{dN_A}{dt} = \sum_{\text{in}} \dot{n}_{A,\text{in}} - \sum_{\text{out}} \dot{n}_{A,\text{out}} + \nu_A \dot{\xi} $$
左邊那個 $\dfrac{dN_A}{dt}$,正是入門篇被設為零的項。它一旦不為零,整個程序就「活」了起來——有了時間常數、有了慣性、有了被擾動推離平衡又拉回來的過程。
能量也一樣。對一個有持液量(holdup)的攪拌槽反應器(CSTR),能量累積寫成:
$$ \frac{d(\rho V \hat{U})}{dt} = \dot{Q} - \dot{W}_s + \sum_{\text{in}} \dot{n}_i \hat{H}_i - \sum_{\text{out}} \dot{n}_j \hat{H}_j - \Delta H_{\text{rxn}}\,\dot{\xi} $$
這條方程式最關鍵的工程含義是:設備的尺寸($V$、holdup)不只決定造價,還決定動態。 槽愈大、持液量愈多,系統反應愈慢、時間常數愈長、對快速擾動的緩衝能力愈強,但也愈遲鈍。入門篇把設備尺寸當成「成本變數」;進階篇要你同時把它看成「動態變數」。一個 holdup 設計得太小的緩衝槽,省了一點鋼材,卻可能讓下游控制完全失能。這就是為什麼「設計」與「控制」根本分不開。
自由度,這次是動態的:可控性(controllability)
入門篇用自由度分析(DOF)數出有幾個「設計旋鈕」。動態世界裡有一個對應的概念:控制自由度(control degrees of freedom)——工廠運轉時,有幾個閥(操縱變數,manipulated variables)可以調,又有幾個量(被控變數,controlled variables)需要被守住。
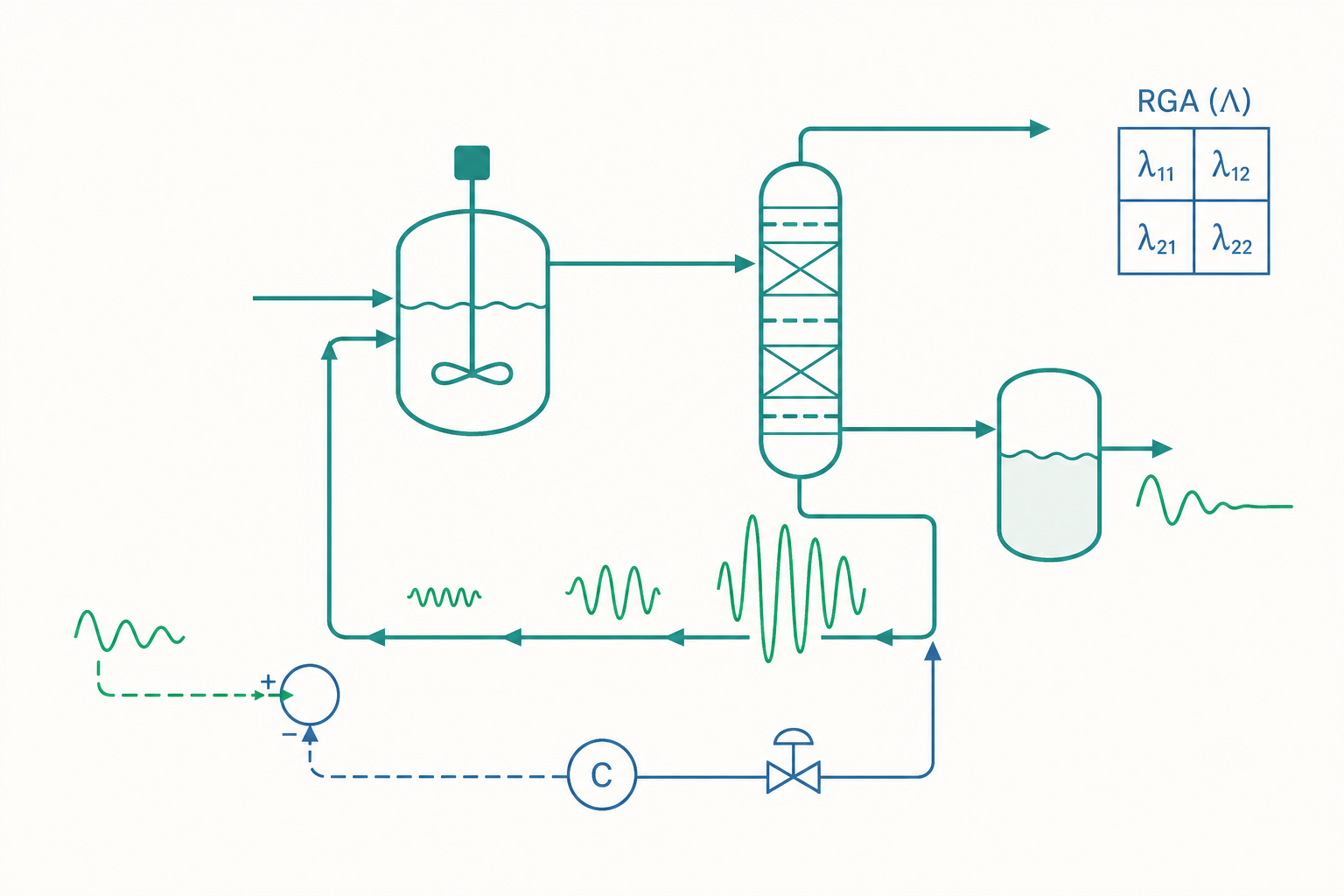
一個必要條件是:能調的旋鈕,數量上至少要不少於要守的目標。但這只是「數得對」。真正的麻煩在「轉得動」——某個閥對某個目標的影響可能太弱、太慢,或者轉這個閥的同時會把另一個目標也帶歪(變數間的耦合,interaction)。衡量耦合的經典工具是 Bristol 的相對增益矩陣(Relative Gain Array, RGA)。對一個兩進兩出的系統,定義穩態增益矩陣 $K$,RGA 為:
$$ \Lambda = K \otimes (K^{-1})^{T} $$
其中 $\otimes$ 是逐元素相乘(Hadamard product)。$\Lambda$ 每一列、每一行的和都等於 1。對角元素 $\lambda_{ii}$ 接近 1,代表「用第 $i$ 個閥控第 $i$ 個目標」幾乎不受其他迴路干擾,配對良好;若 $\lambda_{ii}$ 是很大的正數或負數,代表強烈耦合,這個配對會讓兩個迴路互相打架。
這裡的重點不是 RGA 的計算細節,而是它揭露的設計哲學:一個工廠好不好控,在你畫流程圖、決定哪些物流互相耦合的那一刻,就已經大致定了。 控制工程師後來能做的,是在既定結構上挑配對、調參數;但結構本身的「可控性」是設計者埋下的。把難控的結構交給再厲害的控制器,也只是把矛盾往後推。
滾雪球效應:迴流如何放大一個小擾動
最能體現「設計決定動態」的經典現象,是迴流系統(recycle system)的滾雪球效應(snowball effect),由 Luyben 在 1990 年代系統性指出。
想像一個常見結構:新鮮進料 $F_0$ 進反應器,反應器出料去分離,未反應的原料從塔頂回收、迴流回反應器入口。穩態下,進反應器的總流量 $F = F_0 + R$($R$ 是迴流量)。問題來了:當新鮮進料 $F_0$ 只增加一點點,迴流量 $R$ 卻可能放大好幾倍地暴增。
直覺上的機制是這樣:反應器體積固定,要多消化一點進料,就需要更高的反應物濃度或停留時間,這往往要靠加大迴流來達成;但加大的迴流又繞回來增加了反應器負荷,需要更多迴流……這個正回饋若沒有設計上的阻尼,就會讓迴流量對進料變動極度敏感。我們可以用一個高度簡化的代數關係感受它:若反應器以一階反應消耗物種、出口轉化要維持定值,可推出迴流量近似滿足
$$ R \approx \frac{F_0}{k\,\tau} - F_0 = F_0\left(\frac{1}{k\tau} - 1\right) $$
其中 $k$ 是反應速率常數、$\tau = V/F$ 是停留時間。當 $V$(反應器體積)設計得偏小,使得 $k\tau$ 接近滿足轉化所需的臨界值時,分母 $k\tau$ 一變小,$R$ 就急遽放大——同一個 $\Delta F_0$,反映到 $\Delta R$ 上被嚴重放大。
滾雪球效應的後果很實際:迴流物流的流量範圍變得極寬,下游的塔、泵、換熱器全都得照「最大迴流」來選型,設備被迫做大、做貴;操作上也難以平穩。Luyben 給出的對策同樣是設計層面的——例如在迴流路徑上對某股流量做定值控制(fix a flow in the recycle loop),用一條控制策略「斷開」正回饋,代價是讓另一個變數浮動。這再次說明:動態病灶的根,往往要回設計圖去治,光靠事後調控制器治標不治本。
看一個例子:緩衝槽尺寸的設計—控制權衡
我們把「設備尺寸同時是成本變數與動態變數」這件事,用一個可手算的例子做實。
考慮一個液位緩衝槽,用來吸收上游流量的波動:進料流量 $F_{\text{in}}(t)$ 會擾動,我們希望下游流量 $F_{\text{out}}(t)$ 盡量平穩。槽的液位 $h$ 由質量平衡(假設定密度、截面積 $A$)描述:
$$ A\frac{dh}{dt} = F_{\text{in}}(t) - F_{\text{out}}(t) $$
下游用一個比例式平準控制(averaging level control)放料:$F_{\text{out}} = F_{\text{out}}^{0} + K_c (h - h_0)$。代入並令偏差變數 $h' = h - h_0$、$F'_{\text{in}} = F_{\text{in}} - F_{\text{out}}^0$,得到一階系統:
$$ A\frac{dh'}{dt} = F'_{\text{in}} - K_c h' \quad\Longrightarrow\quad \tau_p \frac{dh'}{dt} + h' = \frac{1}{K_c}F'_{\text{in}}, \quad \tau_p = \frac{A}{K_c} $$
時間常數 $\tau_p = A/K_c$ 就是這個緩衝槽的「慣性」。對一個振幅 $a$、頻率 $\omega$ 的正弦進料擾動,輸出流量擾動的振幅放大率(一階低通濾波器的增益)是:
$$ \left|\frac{F'_{\text{out}}}{F'_{\text{in}}}\right| = \frac{1}{\sqrt{1 + (\tau_p \omega)^2}} $$
把數字代進去感受一下。設截面積 $A = 5\ \text{m}^2$、控制器增益 $K_c = 0.5\ \text{m}^2/\text{min}$(即每偏離 1 公尺液位,多放 $0.5\ \text{m}^3/\text{min}$),則 $\tau_p = 5 / 0.5 = 10\ \text{min}$。對一個週期 $2\pi$ 分鐘($\omega = 1\ \text{rad/min}$)的擾動:
$$ \left|\frac{F'_{\text{out}}}{F'_{\text{in}}}\right| = \frac{1}{\sqrt{1 + (10 \times 1)^2}} = \frac{1}{\sqrt{101}} \approx 0.0995 $$
也就是說,這個槽把進料的快擾動衰減到約 10% 才送往下游——緩衝得很好。但若為了省錢把槽縮小到 $A = 1\ \text{m}^2$,$\tau_p$ 掉到 2 分鐘,同樣擾動的放大率變成 $1/\sqrt{1+4} \approx 0.45$,下游要承受近一半的波動。
這個例子的價值在於:它把一個原本被當成「成本」的決策(槽多大),翻譯成了一個「控制性能」的數字(衰減多少擾動)。 一個只看 TAC 的最適化會傾向把槽做到剛好夠用的小,但加進「下游流量變異度必須 $\le$ 某上限」這條動態約束後,最佳尺寸會往上移。這正是現代「同步設計與控制(integrated design and control)」要做的事——把可操作性指標寫進目標函數或約束,讓最適化在尋找省錢設計的同時,不犧牲掉控制餘裕。
從穩態最適化到動態可操作性:把約束升級
回顧入門篇的標準最適化形式:在質能平衡(等式約束)與規格/安全(不等式約束)下,最小化 TAC。進階篇要對這個框架做兩個升級。
第一,約束要涵蓋整個不確定區間,而不只是標稱點。 設計變數 $\mathbf{d}$(設備尺寸、結構)一旦定下就不能改,但操作變數 $\mathbf{z}$ 可以隨工況調整。對一組不確定參數 $\boldsymbol{\theta}$(進料組成、觸媒活性……),一個「有彈性」的設計必須滿足:對該區間內每一個 $\boldsymbol{\theta}$,都存在可行的操作 $\mathbf{z}$:
$$ \min_{\mathbf{d}}\ \mathbb{E}_{\boldsymbol{\theta}}\big[\,\text{TAC}(\mathbf{d}, \mathbf{z}, \boldsymbol{\theta})\,\big] \quad \text{s.t.}\ \forall \boldsymbol{\theta} \in \Theta,\ \exists\, \mathbf{z}:\ g(\mathbf{d}, \mathbf{z}, \boldsymbol{\theta}) \le 0 $$
那個「$\forall \boldsymbol{\theta},\ \exists \mathbf{z}$」的雙重量詞,是入門篇的單點最適化裡完全看不到的結構,也是彈性分析(flexibility analysis)計算上困難的根源。
第二,可控性本身可以是一條約束。 你可以把前面講的 RGA、或閉迴路下擾動造成的最大偏差,量化成一個指標 $\mu(\mathbf{d})$,要求它落在可接受範圍:$\mu(\mathbf{d}) \le \mu_{\max}$。如此一來,最適化解出的就不只是「最便宜的可行設計」,而是「最便宜的、既可行又好控的設計」。
值得強調:這兩個升級都沒有推翻入門篇的框架,而是把它的約束集合擴大、把目標的視野從「一個點」拉到「一條軌跡、一個區間」。優化學的數學骨架不變,變的是你願意把哪些工程現實寫進約束裡——而動態與不確定性,正是最容易被漏掉、卻最常在真實工廠裡反咬一口的那些。
重點回顧
- 穩態最佳 $\ne$ 可操作。把累積項 $\frac{dN_A}{dt}$、$\frac{d(\rho V \hat U)}{dt}$ 加回守恆律,程序就從代數方程升級為微分方程,設備尺寸(holdup)同時成為成本變數與動態變數。
- 控制自由度與相對增益矩陣(RGA)揭示:一座工廠好不好控,在流程結構決定哪些物流互相耦合的那一刻就大致底定;難控的結構交給再強的控制器也只是治標。
- 迴流系統的滾雪球效應讓微小進料擾動被正回饋放大成巨大的迴流變動,逼得下游設備全部超規格選型;對策是設計層面的(如在迴流路徑定值控制),而非單靠調參。
- 緩衝槽範例顯示,把設備尺寸翻譯成擾動衰減率(一階低通增益 $1/\sqrt{1+(\tau_p\omega)^2}$)後,「省錢」與「好控」的權衡可以被量化,並寫進最適化的約束。
- 進階的程序最適化把入門篇的單點問題,升級為涵蓋不確定區間($\forall\boldsymbol\theta,\exists\mathbf z$)與可控性指標的問題;數學骨架不變,變的是你把多少動態現實寫進約束。
深入探討(研究所視角)
把設計與控制真正「同步」求解,是程序系統工程(Process Systems Engineering, PSE)一個歷久彌新的前沿,研究所層級主要在三條線上推進。
一、同步設計與控制的數學形式與計算瓶頸。 理想上我們想同時對設計變數 $\mathbf{d}$ 與控制結構/參數求最佳,目標包含穩態經濟性與動態性能:
$$ \min_{\mathbf{d},\, \text{控制器}}\ \Big[\,\text{TAC}(\mathbf{d}) + w\!\!\int_{0}^{t_f}\!\! \phi\big(\text{擾動下的偏差}\big)\,dt\,\Big] $$
積分項代表閉迴路在一段擾動情境下累積的性能損失。困難在於:評估這個積分需要對整個動態模型(一組微分–代數方程,DAE)做時間積分,而它又被包在最外層的最適化迴圈裡,形成「優化套著動態模擬」的雙層結構,計算成本極高,且問題非凸。多重射擊(multiple shooting)、正交配置(orthogonal collocation)把動態方程離散化成大型非線性規劃,是目前的主流數值途徑。
二、可操作性的內在極限:右半平面零點與時延。 有些動態障礙不是控制器調得好不好的問題,而是程序物理結構帶來的本質限制。傳遞函數若有右半平面零點(RHP zero)或大的時延,會對閉迴路頻寬設下不可逾越的上限——無論用多先進的控制器都突破不了。這類「可操作性的硬天花板」在設計階段就潛伏在你選的結構裡,因此 PSE 主張在概念設計時就用可操作性指標(如可控性的奇異值分析)篩掉先天難控的方案,而不是等控制工程師接手才發現無解。
三、模型預測控制(MPC)與設計的協同演化。 當控制策略本身就是線上求解一個最適化(MPC 在每個取樣時刻解一個有限時程的最佳化問題),「設計」與「控制」的界線進一步模糊——兩者都是最適化,只是時間尺度不同:設計是一次性、離線、決定硬體;MPC 是反覆、線上、決定操縱動作。近年的研究把兩者放進統一框架,甚至探討「為 MPC 而設計(design for control)」:明知未來會用 MPC,就在硬體設計時預留它能發揮的空間(足夠的操縱餘裕、適當的 holdup)。
最後留一個值得反覆咀嚼的判斷:入門篇說「程序設計的功夫在於你有沒有把對的東西放進目標函數」;進階篇要補上一句——也在於你有沒有把對的東西放進「動態」與「不確定性」裡。 一個只在紙上穩態最佳的設計,可能是把所有的麻煩,悄悄地外包給了還沒上任的操作員與控制工程師。真正成熟的化學工程師,會在設計圖還能改的時候,就替未來那座會呼吸、會抖動、會故障的真實工廠,預留好餘裕。