
為什麼一座反應器需要「自動駕駛」?
從質能平衡推導程序動態,理解 FOPDT 模型與 PID 回饋控制如何把化學變成穩定可獲利的工業生產。
為什麼一座反應器需要「自動駕駛」?
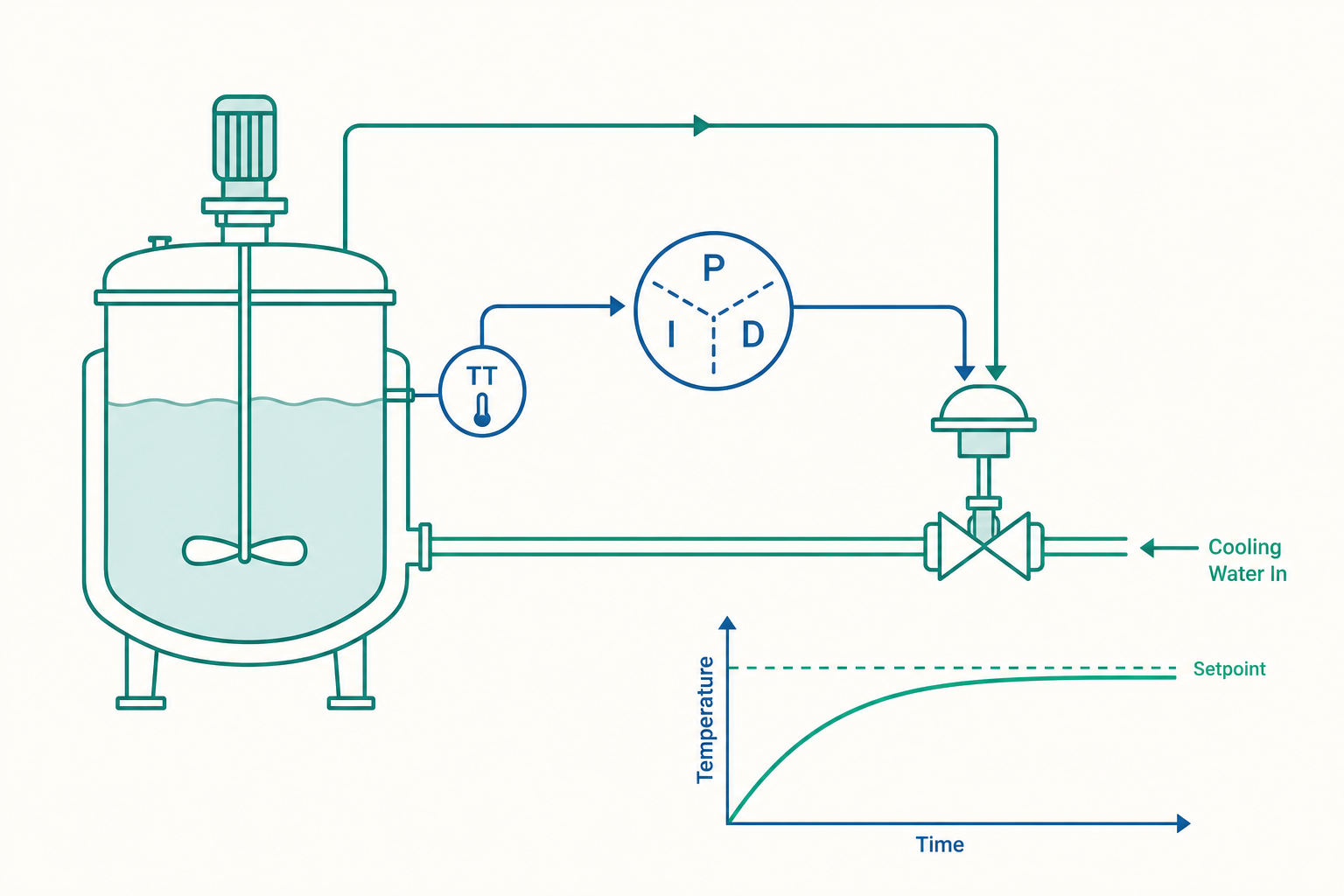
想像你正操作一座連續攪拌槽反應器(Continuous Stirred-Tank Reactor, CSTR),裡頭進行放熱反應。進料溫度突然升高 5 °C,反應速率隨之加快,放出更多熱,溫度又再往上爬——若無人介入,這個正回饋很可能讓反應失控(thermal runaway)。在實際工廠裡,沒有一位操作員能整天盯著上千個溫度、壓力、流量、液位的量測值並手動調整每一個閥門。真正在背後「開車」的,是程序控制系統(process control system)。
程序控制的核心問題其實很單純:當外界擾動(disturbance)或操作條件改變時,如何讓關鍵變數自動維持在我們想要的設定點(setpoint)附近?要回答這個問題,我們需要理解程序動態(process dynamics)——程序對輸入變化的「反應快慢與形狀」——以及回饋控制(feedback control)的設計邏輯。這兩者,正是化工程序工程師把化學變成穩定、可重複、可獲利的工業生產的關鍵橋樑。
從質能平衡到程序動態
控制工程不是憑空而來的數學遊戲,它的根基仍是化工最熟悉的質量與能量平衡。差別在於:穩態設計時我們寫的是代數式(accumulation = 0),但研究動態時,累積項不再為零,平衡式變成微分方程。
以一個液位槽為例。設槽的截面積為 $A$,液位為 $h$,進料體積流率為 $F_{in}$,出料流率為 $F_{out}$。質量平衡(假設密度固定)給出:
$$ A \frac{dh}{dt} = F_{in} - F_{out} $$
若出料採用自然流出,$F_{out} = h/R$($R$ 為阻力係數),代入後:
$$ A \frac{dh}{dt} = F_{in} - \frac{h}{R} $$
整理成標準的一階線性微分方程:
$$ \tau \frac{dh}{dt} + h = K\, F_{in}, \qquad \tau = AR,\quad K = R $$
這裡出現了兩個程序動態的核心參數:
- 時間常數(time constant)$\tau$:衡量程序反應的「慢」。$\tau$ 越大,槽越「遲鈍」,液位變化越緩。物理意義上,$\tau$ 約等於系統達到最終變化量 63.2% 所需的時間。
- 程序增益(process gain)$K$:衡量「輸入變多少,輸出最終變多少」。$K = \Delta(\text{穩態輸出})/\Delta(\text{輸入})$。
對放熱 CSTR 的能量平衡也是同樣的思路。設反應器體積 $V$、密度 $\rho$、比熱 $C_p$、進出料溫差驅動的對流,加上反應放熱 $(-\Delta H_r) r V$ 與冷卻移熱 $UA(T - T_c)$:
$$ \rho C_p V \frac{dT}{dt} = \rho C_p F (T_{in} - T) + (-\Delta H_r)\, r\, V - UA\,(T - T_c) $$
這條方程清楚顯示了「為什麼需要控制」:放熱項 $(-\Delta H_r) r V$ 隨溫度上升而變大(因 $r$ 對溫度呈 Arrhenius 指數關係),而移熱項只隨溫差線性增加。當放熱的增長速度超過移熱,系統就會偏離穩態。控制器的任務,就是動態調整冷卻劑流量或溫度 $T_c$,把這條微分方程「拉回」我們要的穩態。
一階加遲延:工程師最常用的近似
真實程序的微分方程往往非線性、高階、彼此耦合,難以直接設計控制器。實務上,工程師會在操作點附近做線性化,並用一個極簡卻威力強大的模型來描述大多數化工程序:一階加遲延模型(First-Order Plus Dead Time, FOPDT)。
$$ \tau_p \frac{dy(t)}{dt} + y(t) = K_p\, u(t - \theta) $$
其中 $y$ 是被控變數(如溫度)、$u$ 是操作變數(如閥門開度)、$\theta$ 是死區時間(dead time / time delay)。死區時間代表「動作下達後,到輸出開始有反應之間的延遲」,在化工裡無所不在:流體在管線中的運送時間、分析儀(如線上層析)的取樣分析延遲都是來源。
死區時間是控制工程的頭號敵人。因為在 $\theta$ 這段時間內,控制器「看不到」自己動作的效果,很容易過度修正而造成振盪。FOPDT 模型只要三個參數 $(K_p, \tau_p, \theta)$,就能從一次簡單的階躍測試(step test)——把閥門突然開大一個固定量,記錄輸出曲線——估計出來。這正是它在工業界歷久不衰的原因:用最少的資訊抓住程序最關鍵的動態特徵。
值得提醒的是,FOPDT 是「集總(lumped)」近似,它假設整個程序只有單一時間常數。對於分布式系統(如長管線或填充床反應器,溫度沿軸向連續變化),嚴格來說要用偏微分方程描述輸送現象(對流-擴散方程)。但對控制設計而言,我們真正在乎的是「程序在操作點附近對輸入怎麼回應」,而非完整的空間分布。把高階、分布式的複雜動態壓縮成 FOPDT 的三個數字,是一種務實的工程取捨——夠用就好,而且整定出來的控制器在真實程序上往往表現得相當穩健。
回饋控制與 PID 的三個直覺
有了程序模型,就能設計控制器。最普遍的就是 PID 控制器(比例-積分-微分,Proportional-Integral-Derivative)。它的邏輯是先算出誤差 $e(t) = y_{sp} - y(t)$(設定點減量測值),再依誤差決定操作變數:
$$ u(t) = u_{ss} + K_c \left[ e(t) + \frac{1}{\tau_I} \int_0^t e(\tau)\, d\tau + \tau_D \frac{de(t)}{dt} \right] $$
三個項各有清楚的直覺:
- 比例項(P):誤差越大,動作越大。$K_c$ 是控制器增益。光靠 P 控制會留下穩態偏差(offset)——因為要維持輸出就需要一個非零的控制動作,而非零動作又需要非零誤差來產生。
- 積分項(I):把過去誤差累積起來。只要還有殘餘誤差,積分項就持續推動操作變數,直到誤差歸零。這是消除 offset 的關鍵,幾乎所有化工迴路都會用到 I。代價是反應較慢、可能引入振盪。
- 微分項(D):看誤差的「變化趨勢」,預判未來、提前剎車,有助抑制過衝。但 D 對量測雜訊極度敏感,溫度迴路常用、流量迴路(雜訊大)幾乎不用。
控制器設計的精髓,在於回饋(feedback)的閉環思維:量測→比較→動作→影響程序→再量測,形成一個閉環。閉環的穩定性取決於程序動態($\tau_p, \theta$)與控制器參數($K_c, \tau_I, \tau_D$)的搭配。死區時間 $\theta$ 相對於 $\tau_p$ 越大(即 $\theta/\tau_p$ 比值越高),可用的控制器增益就越受限,這個比值常被當作「程序好不好控制」的指標。
看一個例子
讓我們用一個具體的數字走一遍控制器整定(tuning)。
假設對某加熱迴路做階躍測試:在 $t = 0$ 時把蒸氣閥開度從 50% 階躍提高 10%(即 $\Delta u = 10\%$),記錄到出口溫度最終從 80 °C 升到 92 °C,曲線形狀符合 FOPDT,量得:
- 程序增益 $K_p = \dfrac{\Delta y}{\Delta u} = \dfrac{92 - 80}{10} = 1.2 \ \text{°C/\%}$
- 時間常數 $\tau_p = 8 \ \text{min}$
- 死區時間 $\theta = 2 \ \text{min}$
接著用經典的 Ziegler–Nichols 開環整定法(以反應曲線為基礎)來算 PI 控制器參數。Z–N 對 PI 的建議公式為:
$$ K_c = \frac{0.9}{K_p} \cdot \frac{\tau_p}{\theta}, \qquad \tau_I = 3.33\,\theta $$
代入數值:
$$ K_c = \frac{0.9}{1.2} \times \frac{8}{2} = 0.75 \times 4 = 3.0 \ \text{\%/°C} $$
$$ \tau_I = 3.33 \times 2 = 6.67 \ \text{min} $$
這組參數的物理意義是:每當溫度低於設定點 1 °C,控制器立即把閥門多開 3%(比例作用);同時積分作用會在約 6.67 分鐘的時間尺度上累積誤差、慢慢消除殘餘偏差。
Z–N 法以「快速、約 1/4 衰減比」為目標,反應積極但偏振盪。若這是一座安全敏感的反應器,工程師會改用更保守的 IMC(Internal Model Control)整定,引入一個可調的閉環時間常數 $\tau_c$:
$$ K_c = \frac{1}{K_p} \cdot \frac{\tau_p}{\tau_c + \theta}, \qquad \tau_I = \tau_p $$
若選 $\tau_c = \theta = 2$ min(一個中庸選擇):
$$ K_c = \frac{1}{1.2} \times \frac{8}{2 + 2} = 0.833 \times 2 = 1.67 \ \text{\%/°C}, \qquad \tau_I = 8 \ \text{min} $$
IMC 給出較小的 $K_c$ 與較大的 $\tau_I$,反應較溫和、過衝較小。$\tau_c$ 正是工程師手上的「攻擊性旋鈕」:$\tau_c$ 越小越快但越接近不穩定,$\tau_c$ 越大越穩但越慢。這個取捨——速度 vs. 穩健性——是整個控制設計反覆出現的主題。
與優化學的連結
程序控制與程序優化(process optimization)是一體兩面。控制負責「把程序穩在某個操作點」,優化則負責「決定那個操作點該設在哪裡」。
以放熱 CSTR 為例,提高反應溫度通常能提升轉化率與產量,但太高會引發副反應、降低選擇性,甚至逼近安全上限。最佳操作溫度 $T^*$ 是一個帶限制式的最佳化問題:
$$ \max_{T} \ \ P(T) = p \cdot \text{產量}(T) - c \cdot \text{冷卻成本}(T) $$
$$ \text{s.t.} \quad T \le T_{max}, \quad \text{選擇性}(T) \ge S_{min} $$
求出的最佳溫度 $T^*$ 就成為控制系統的設定點。這正是現代工廠即時優化(Real-Time Optimization, RTO)與先進程序控制(Advanced Process Control, APC)的分層架構:上層 RTO 依市場價格與原料成本,週期性地重算各迴路的最佳設定點;下層的 PID 與模型預測控制(Model Predictive Control, MPC)則負責快速、穩定地把程序維持在這些設定點上。控制得越穩,操作點就能越貼近限制邊界——而工業利潤往往就藏在那條邊界附近的幾個百分點裡。
這裡有一個值得體會的觀念:控制品質會直接轉化為經濟價值。如果一座反應器的溫度控制波動很大(標準差大),為了避免任一瞬間超過安全上限 $T_{max}$,操作員只能把設定點 $T^*$ 設得遠離上限、留下大段「安全緩衝」。反過來,若控制系統把溫度穩穩壓在很窄的範圍內,緩衝就能縮小、設定點往上限靠近,多榨出來的轉化率就是純利潤。這個原理在業界稱為「減少變異、逼近限制(squeeze and shift)」——先靠更好的控制把分布壓窄,再把整個分布往最佳邊界推。它說明了為什麼一座工廠願意投資昂貴的 MPC 系統:投入的不是控制本身,而是它換來的、貼著限制操作的那塊利潤空間。
重點回顧
- 程序動態源自質能平衡:穩態設計用代數式,動態分析則保留累積項,平衡式變成微分方程;一階系統由時間常數 $\tau$(反應快慢)與程序增益 $K$(輸入對輸出的最終影響)刻畫。
- FOPDT 是化工最常用的近似模型:三個參數 $(K_p, \tau_p, \theta)$ 可由一次階躍測試估出;死區時間 $\theta$ 是控制難度的主要來源,$\theta/\tau_p$ 比值越大越難控。
- 回饋控制是閉環思維:量測→比較誤差→動作→影響程序→再量測。PID 的 P 反應大小、I 消除穩態偏差、D 預判趨勢抑制過衝。
- 整定是速度與穩健性的取捨:Ziegler–Nichols 積極但易振盪,IMC 透過閉環時間常數 $\tau_c$ 讓工程師明確調整攻擊性。
- 控制與優化分層協作:優化(RTO)決定設定點該設在哪,控制(PID/MPC)負責穩定地維持;控制越穩,越能貼近限制邊界、提升獲利。
深入探討(研究所視角)
進入研究所後,程序控制會從單迴路 PID 擴展到更完整的系統理論與最佳控制架構,以下幾個方向值得關注:
1. 傳遞函數與頻域分析。 透過拉普拉斯轉換(Laplace transform),FOPDT 模型可寫成傳遞函數 $G(s) = \dfrac{K_p\, e^{-\theta s}}{\tau_p s + 1}$。死區時間的指數項 $e^{-\theta s}$ 帶來無窮多個極點的相位落後,正是它難控的數學根源。頻域分析(Bode 圖、Nyquist 判據)用增益裕度(gain margin)與相位裕度(phase margin)量化閉環穩定的「安全餘量」,是設計穩健控制器的標準工具。
2. 多變數與耦合系統。 真實精餾塔、反應器有多個操作變數與被控變數彼此交互影響(如同時控制塔頂與塔底純度)。相對增益矩陣(Relative Gain Array, RGA)用來判斷哪個操作變數該配對哪個被控變數,以減少迴路間的耦合干擾。當耦合無法忽略時,就需要真正的多變數控制器。
3. 模型預測控制(MPC)。 現代化工廠的主力進階控制。MPC 在每個取樣時刻線上求解一個有限時間的最佳化問題:
$$ \min_{u} \ \sum_{k=1}^{N_p} \| y(k) - y_{sp} \|_Q^2 + \sum_{k=0}^{N_c-1} \| \Delta u(k) \|_R^2 $$
它同時考慮多變數耦合、明確處理操作與安全限制式(閥門開度上下限、溫度上限),並能前瞻未來預測軌跡——這正是 PID 做不到的。MPC 把控制與優化在同一個數學框架內統一起來,也是前述「貼近限制邊界提升獲利」的具體實現。
4. 非線性與穩定性。 放熱 CSTR 可能存在多重穩態(multiple steady states)與極限環振盪,是化工系統動態與分歧理論(bifurcation)的經典範例。研究主題包含非線性控制(如回饋線性化)、可控性與可觀測性分析,以及近年結合機器學習的資料驅動模型辨識與混合(hybrid)建模——用神經網路補捉第一原理模型未能描述的動態,再嵌入 MPC 框架。這些都是程序系統工程(Process Systems Engineering, PSE)領域活躍的前沿。