
一瓶寶特瓶,憑什麼能變回原料再生一輪?
從質量平衡與循環率出發,理解綠色化工如何把線性的「開採—製造—丟棄」改寫成閉迴路的永續程序,並在經濟與環境的多目標最佳化中求取平衡。
一瓶寶特瓶,憑什麼能變回原料再生一輪?
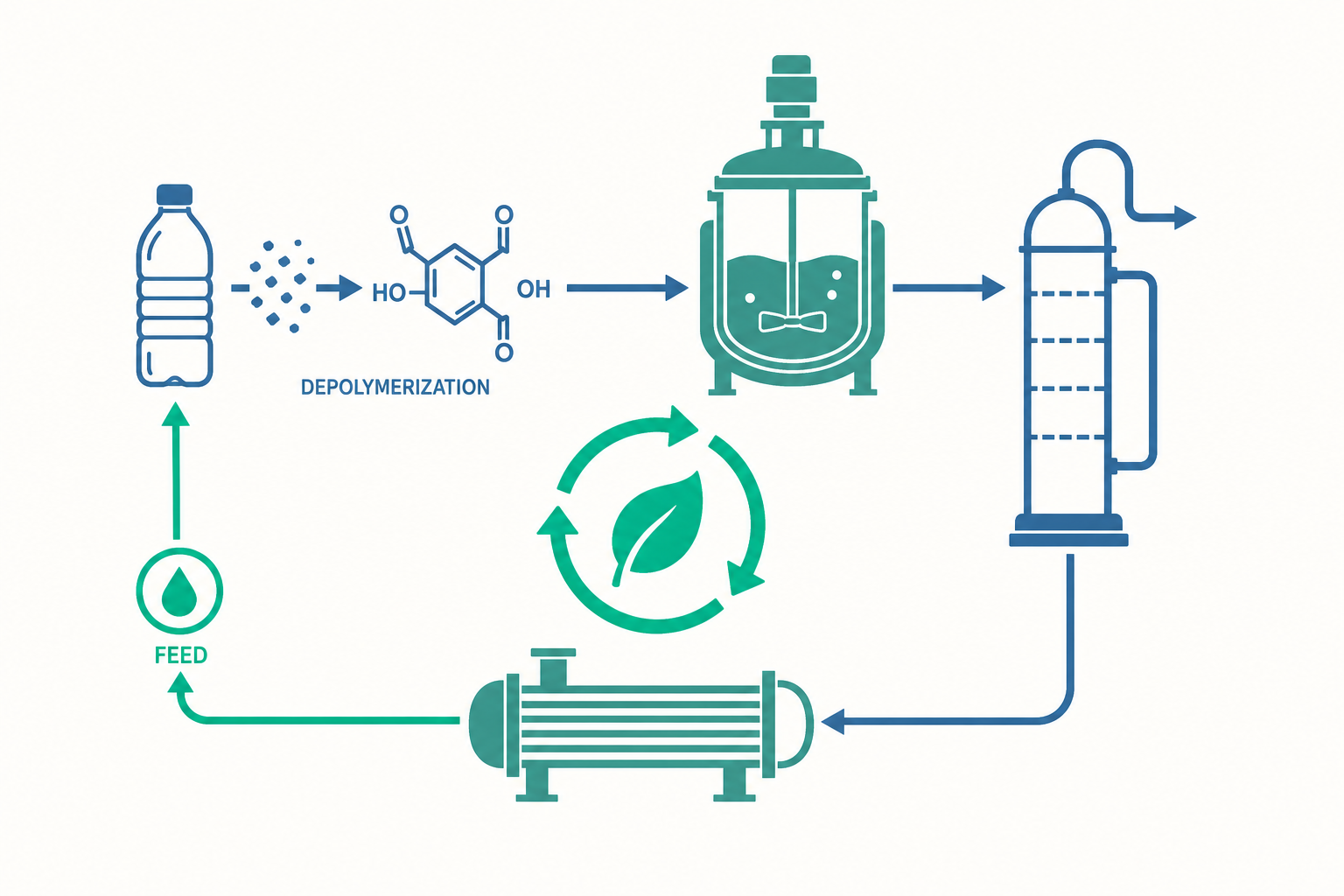
你手上這瓶礦泉水的瓶身,是聚對苯二甲酸乙二酯(polyethylene terephthalate, PET)。傳統上,喝完丟掉,它要嘛被掩埋幾百年,要嘛被燒成二氧化碳。但近幾年,化工廠開始用一種叫化學回收(chemical recycling)的程序,把 PET 用乙二醇(ethylene glycol)「解聚」回原料單體,再重新聚合成全新的瓶子——理論上可以無限循環。
這件事背後藏著一個對化學工程根本性的拷問:過去一百年,化工的目標是「把原料盡可能高效地變成產品」;而今天,我們被迫多問一句——「產品用完之後,原子去了哪裡?」。當原料從地底的石油,轉向「上一輪的廢棄物」,整個程序的設計邏輯就被改寫了。這就是綠色化工(green chemical engineering)與循環經濟(circular economy)要處理的核心問題:在守恆律不變的前提下,如何讓物質與能量在系統裡循環,而不是單向地從資源流向廢棄物。本文要帶你從一條質量平衡出發,理解永續程序如何被量化、被設計、被優化。
從「線性」到「循環」:一個物質平衡的視角差異
傳統工業的物質流是線性的(linear):開採資源 → 製造 → 使用 → 丟棄(take–make–use–dispose)。用質量平衡的語言來說,這是一個進料來自原生資源(virgin resource)、出料大半變成廢棄物與排放的開放系統。
循環經濟想做的,是把「出料」重新接回「進料」,形成一條再循環流(recycle stream)。這在化工裡其實一點都不陌生——我們在反應器設計裡早就會把未反應的原料回收再用。循環經濟不過是把這個尺度從「單一設備內」放大到「整個產品生命週期」乃至「整個社會的物質系統」。
考慮一個含回收的程序。設原生原料進料為 $\dot{m}_{\text{virgin}}$,回收物料進料為 $\dot{m}_{\text{recycle}}$,產品產出為 $\dot{m}_{\text{product}}$,廢棄物排放為 $\dot{m}_{\text{waste}}$。穩態總質量平衡為:
$$\dot{m}_{\text{virgin}} + \dot{m}_{\text{recycle}} = \dot{m}_{\text{product}} + \dot{m}_{\text{waste}}$$
我們定義循環率(circularity / recycle fraction):
$$\eta_{\text{circ}} = \frac{\dot{m}_{\text{recycle}}}{\dot{m}_{\text{virgin}} + \dot{m}_{\text{recycle}}}$$
$\eta_{\text{circ}} = 0$ 是完全線性(全靠原生料),$\eta_{\text{circ}} \to 1$ 是接近完全循環(幾乎不需新開採資源)。綠色化工的整個工程目標,就可以被簡潔地表述成:在滿足產品需求的前提下,提高 $\eta_{\text{circ}}$、降低 $\dot{m}_{\text{waste}}$。 守恆律完全沒變,變的是我們選擇把哪些流接回系統。
綠色化學的十二原則與兩個關鍵指標
1998 年,Anastas 與 Warner 提出綠色化學十二原則(twelve principles of green chemistry),是這整個領域的思想憲法。它們不是模糊的口號,而是一組可操作的設計準則,例如:預防廢棄物優於事後處理、原子應盡量併入最終產品、使用較安全的溶劑與輔助物、設計可降解的產品、即時監測以預防汙染等。
其中兩個原則被量化成化工最常用的綠色指標。第一個是原子經濟性(atom economy),由 Trost 提出,衡量「反應物的原子有多少比例進入了目標產品」:
$$\text{AE} = \frac{M_{\text{product}}}{\sum_i M_{\text{reactants}, i}} \times 100\%$$
其中 $M$ 是莫耳質量。注意它和產率(yield)不同:產率衡量「實際拿到多少 vs. 理論上能拿到多少」,原子經濟性則衡量「在計量上,反應式本身有多『不浪費』」。一個產率 99% 的反應,若副產物分子很大,原子經濟性仍可能很低。
第二個是 Sheldon 提出的 E-factor(environmental factor,環境因子),直接衡量「每做出 1 公斤產品,附帶產生多少公斤廢棄物」:
$$\text{E-factor} = \frac{\dot{m}_{\text{waste}}}{\dot{m}_{\text{product}}}$$
這個指標的威力在於它揭露了一個反直覺的事實:越精細的化工,往往越「髒」。煉油業的 E-factor 約 0.1(每噸產品不到 0.1 噸廢棄物),大宗化學品約 1–5,但製藥業可以高達 25–100——做一公斤藥,可能伴隨上百公斤的廢溶劑。這告訴工程師:減廢的最大槓桿,常常不在末端的廢水處理廠,而在反應路徑與溶劑的選擇上。
過程強化:用更小的設備做更多的事
降低環境負荷的另一條主線是過程強化(process intensification, PI)——用更緊湊、更高效的設備取代龐大的傳統流程,從而減少能耗、佔地與物料持有量。
核心觀念是把「平衡限制」與「速率限制」的單元整合在一起。經典案例是反應蒸餾(reactive distillation):把化學反應與蒸餾分離放進同一座塔裡。傳統做法是反應器先反應(受化學平衡限制,轉化率上不去),產物再送去蒸餾塔分離;反應蒸餾則邊反應邊把產物餾出,依勒沙特列原理(Le Chatelier's principle)不斷把平衡往生成方向推,於是轉化率可以突破平衡限制,同時省下一整座分離塔。醋酸甲酯(methyl acetate)的工業製程因此把原本十幾個單元縮成一座塔,能耗大幅下降。
過程強化背後仍是同一套守恆律與輸送現象,只是把輸送與反應的特徵時間(characteristic time)刻意調近,讓它們在同一空間尺度上耦合。微反應器(microreactor)把通道縮小到微米級,比表面積(surface-to-volume ratio)暴增,傳熱傳質效率提升好幾個數量級,正是同一思路的極致。設備變小、停留物料變少,也順帶降低了危險物料外洩的後果——綠色與安全在這裡是同一枚硬幣的兩面。
從能量平衡看「省能量」與「省高品質能量」
綠色化工不只看物質,也看能量。化工廠是能源消耗大戶,分離程序(尤其是蒸餾)往往佔整廠能耗的大半。降低能耗最有效的工具之一是熱整合(heat integration)——讓廠內「需要被加熱」的冷流,與「需要被冷卻」的熱流互相換熱,少用外部蒸汽與冷卻水。
對任一換熱網路,能量平衡要求熱流放出的熱等於冷流吸收的熱(加上對環境的損失)。對單一物流的顯熱變化:
$$\dot{Q} = \dot{m} \, C_p \, \Delta T$$
夾點分析(pinch analysis)是熱整合的系統化方法:把所有冷熱流的可用熱量畫成「複合曲線(composite curves)」,找出兩條曲線最接近的「夾點(pinch point)」,據此算出整廠在理論上「至少」需要多少外部加熱與冷卻。這個最小能耗目標,就是優化的標竿。
但能量平衡(熱力學第一定律)只談「量」,不談「質」。同樣 1 千焦的熱,來自 800°C 的火焰,和來自 40°C 的溫水,做功的能力天差地遠。要分辨能量的品質,得引入第二定律的㶲(exergy,可用能)。㶲分析量化每個單元因不可逆性(irreversibility)損失了多少「有用功的潛力」,指出真正的能量浪費點。於是綠色程序設計從「省能量」進階到「省高品質能量」——這也是把太陽能、廢熱等低品質能源有效利用的理論基礎。
看一個例子
來算一個原子經濟性的對比,感受「綠色」如何被量化。考慮工業上製造環氧丙烷(propylene oxide)的兩條路線。
舊路線(氯醇法,chlorohydrin process),簡化計量為:
$$\text{C}_3\text{H}_6 + \text{Cl}_2 + \text{H}_2\text{O} \;\to\; \text{C}_3\text{H}_6\text{O} + 2\,\text{HCl}$$
目標產品環氧丙烷 $\text{C}_3\text{H}_6\text{O}$ 的莫耳質量為 $58$ g/mol。反應物總質量:丙烯 $42$ + 氯氣 $71$ + 水 $18 = 131$ g/mol。原子經濟性:
$$\text{AE}_{\text{舊}} = \frac{58}{131} \times 100\% \approx 44\%$$
超過一半的原子(主要是兩分子 HCl 帶走的氯)變成了副產物,必須額外處理含氯廢水,環境負擔極大。
新路線(HPPO 法,過氧化氫直接氧化),計量為:
$$\text{C}_3\text{H}_6 + \text{H}_2\text{O}_2 \;\to\; \text{C}_3\text{H}_6\text{O} + \text{H}_2\text{O}$$
反應物總質量:丙烯 $42$ + 過氧化氫 $34 = 76$ g/mol。原子經濟性:
$$\text{AE}_{\text{新}} = \frac{58}{76} \times 100\% \approx 76\%$$
唯一的副產物是水。原子經濟性從 44% 躍升到 76%,且不再有含氯廢棄物。
再用 E-factor 對照:假設兩條路線產率都是 95%、年產 1 噸環氧丙烷。舊路線理論上每莫耳產品伴隨 2 莫耳 HCl,換算約 $\frac{2 \times 36.5}{58} \approx 1.26$ 噸 HCl/噸產品(尚未計入大量沖洗廢水);新路線理論副產物僅 $\frac{18}{58} \approx 0.31$ 噸水/噸產品,且水無毒。光是換一條反應路徑,就把「製造端」的廢棄物砍掉一個量級——這正是綠色化學十二原則中「預防勝於治理」的具體展現:最好的廢水處理,是一開始就不要產生廢水。
綠色化工與優化學的連結
綠色化工的所有指標——循環率 $\eta_{\text{circ}}$、E-factor、能耗、碳排——最終都會匯入一個多目標最佳化(multi-objective optimization)問題。傳統優化只追求最小成本,綠色程序則要在「經濟」與「環境」之間取捨:
$$\min_{\mathbf{x}} \; \Big[\, f_{\text{cost}}(\mathbf{x}),\; f_{\text{env}}(\mathbf{x}) \,\Big] \quad \text{s.t.} \quad g_{\text{mass}}(\mathbf{x}) = 0,\; g_{\text{energy}}(\mathbf{x}) = 0,\; h(\mathbf{x}) \le 0$$
其中 $f_{\text{cost}}$ 是操作與資本成本,$f_{\text{env}}$ 可以是 E-factor、累積能耗或碳足跡;質能平衡 $g_{\text{mass}}$、$g_{\text{energy}}$ 仍然是不可違反的等式約束,循環率與排放上限則進入不等式約束 $h$。
關鍵在於,這兩個目標往往互相衝突:提高循環率(多回收)通常要多花分離能量,反而可能增加碳排。優化的結果不是單一最佳解,而是一條柏拉圖前緣(Pareto front)——在這條線上,你無法在不犧牲環境的前提下進一步省錢,反之亦然。決策者要做的,是在這條前緣上依政策、碳價、法規選一個操作點。這也是為什麼綠色化工不只是技術問題,更是把環境成本「內化」進優化目標的系統工程。守恆律定義了可行域,優化器則在這個可行域裡,幫我們找出「對地球與對帳本都說得過去」的那個平衡點。
重點回顧
- 線性變循環:綠色化工的核心是把單向的「開採—製造—丟棄」改成含再循環流的閉迴路,用循環率 $\eta_{\text{circ}}$ 量化物質回到系統的比例。守恆律不變,變的是把哪些流接回進料。
- 兩個關鍵指標:原子經濟性(AE)衡量反應計量上的「不浪費程度」,與產率不同;E-factor 衡量每公斤產品附帶多少廢棄物,揭露「越精細的化工往往越髒」。
- 過程強化:用反應蒸餾、微反應器等手段把反應與分離耦合、把設備縮小,同時降低能耗、佔地與安全風險,綠色與安全是同一枚硬幣的兩面。
- 能量也分品質:熱整合(夾點分析)降低能耗總量;㶲分析(第二定律)進一步分辨能量品質,讓設計從「省能量」進階到「省高品質能量」。
- 預防勝於治理:最大的減廢槓桿常在反應路徑與溶劑選擇,而非末端處理。環氧丙烷從氯醇法(AE 44%)換到 HPPO 法(AE 76%)即是明證。
深入探討(研究所視角)
到了研究所,綠色化工會從「單一程序的指標計算」升級為「跨尺度、跨系統的永續性建模與優化」。幾個值得深入的方向:
1. 生命週期評估與程序設計的整合(LCA–process design integration)。E-factor 只看「廠內」的廢棄物,但一個程序真正的環境衝擊涵蓋從原料開採、運輸、製造、使用到報廢的全生命週期(cradle-to-grave)。生命週期評估(life cycle assessment, LCA)把這些階段的能耗、碳排、毒性、水足跡量化成一組環境衝擊指標。前沿研究把 LCA 直接嵌進程序模擬與優化迴圈,讓工程師在設計階段就能評估「這個設計選項對全球暖化潛勢(GWP)的影響」,而非事後補做環評。挑戰在於 LCA 資料的不確定性如何傳遞進優化問題,以及如何處理多重環境指標間的取捨。
2. 二氧化碳捕獲、利用與封存(CCUS)與碳循環工程。把 $\text{CO}_2$ 從「最終排放物」重新定位成「碳原料」,是循環經濟在碳元素上的極致。化學上要克服 $\text{CO}_2$ 極穩定的熱力學障礙——它處於碳的低能態,把它還原成燃料或化學品(如甲醇、烯烴)需要大量高品質能量與高效觸媒。研究焦點包括:吸收/吸附捕獲的質傳強化、電化學與光催化還原 $\text{CO}_2$ 的反應工程、以及整體碳平衡與能量平衡的閉合——若還原 $\text{CO}_2$ 用的電來自燃煤,整套程序的淨碳排可能不減反增,必須用嚴謹的系統邊界與生命週期分析才能判斷真實效益。
3. 生物精煉與替代原料平台(biorefinery & renewable feedstock)。把化工的碳源從石油轉向生質物(biomass),是循環經濟在原料端的根本轉型。生物精煉的挑戰在於原料組成複雜多變、含水量高、反應選擇性難控制,質能平衡裡多了大量惰性與雜質組分。如何設計分離與轉化路徑,把木質纖維素(lignocellulose)這類「亂七八糟」的原料高值化成平台化學品,是反應工程、分離程序與系統優化的綜合難題。
4. 永續性的多目標決策與不確定性(sustainability under uncertainty)。真實的綠色程序設計,面對的是波動的原料價格、變動的碳價、不確定的法規與技術成熟度。把這些不確定性納入考量,問題就從確定型優化升級為隨機規劃(stochastic programming)或強健優化(robust optimization)——在所有可能情境下都「夠好」的設計,往往比在單一情境下「最佳」的設計更有價值。這把綠色化工從「算出一個最佳數字」推向「在不確定世界中做穩健決策」,也是程序系統工程與永續發展交會處最活躍的前沿。
把這四個方向串起來,你會看到綠色化工的本質,是把過去化工只關心的「經濟可行性」邊界,向外擴展到「地球承載力」這條更硬的約束上。守恆律永遠成立——但當我們把系統邊界從「一座工廠」放大到「整個地球的物質與碳循環」,質能平衡這條老方程式,就成了人類能否與這顆行星長久共處的計算依據。這正是化學工程在這個世紀最重要、也最迷人的使命。